
Inside a Motherboard Factory
Once the motherboards have had all their components attached, the quality-testing process begins. This starts with simple visual checks, where workers cover the motherboards with masks and check that the components they can see through the masks are both correct and attached properly. This stage also sees a quick test of the onboard SATA ports via a simple machine that checks the ports are not only attached properly, but that they can also receive and transmit a signal.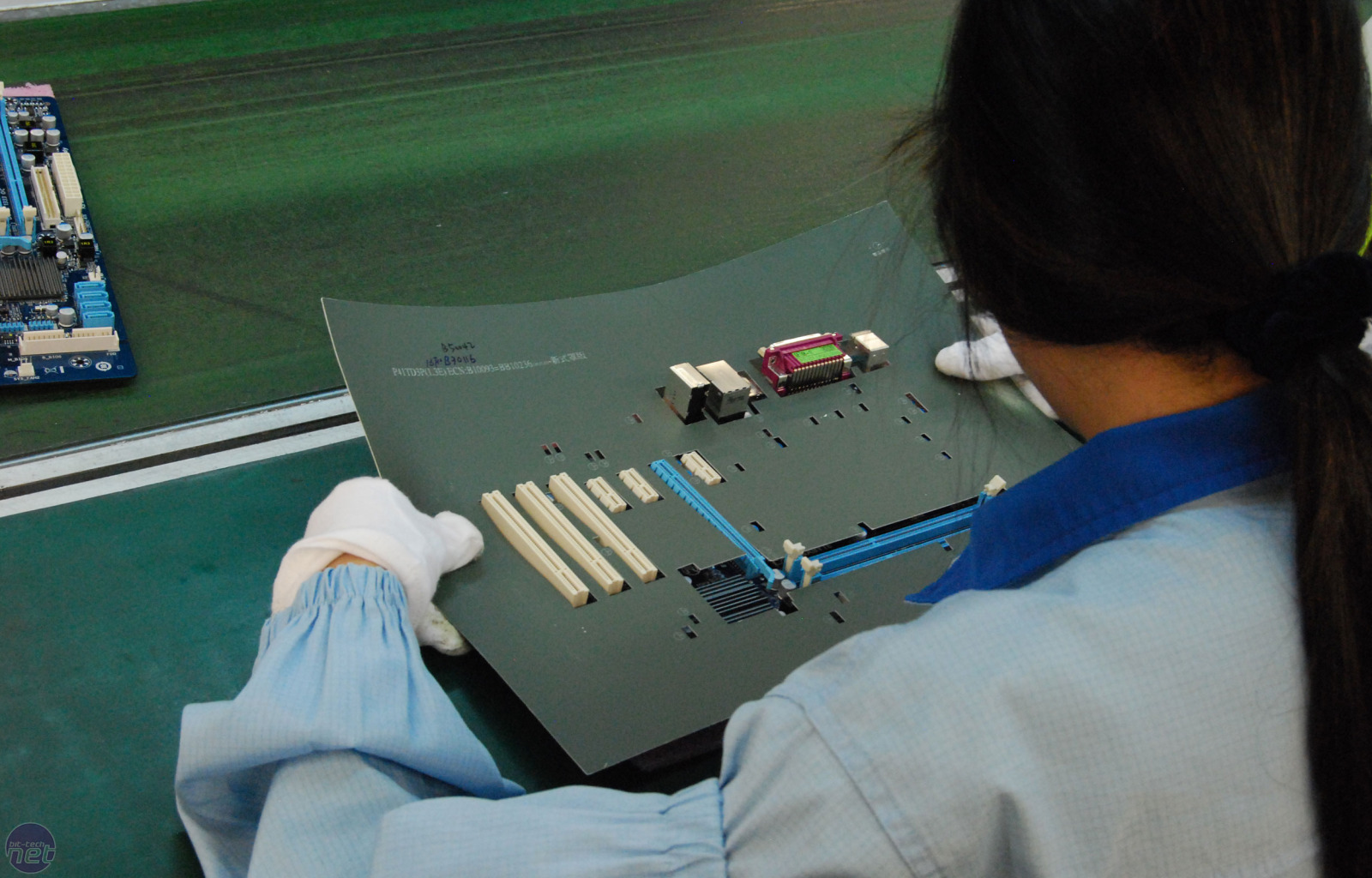
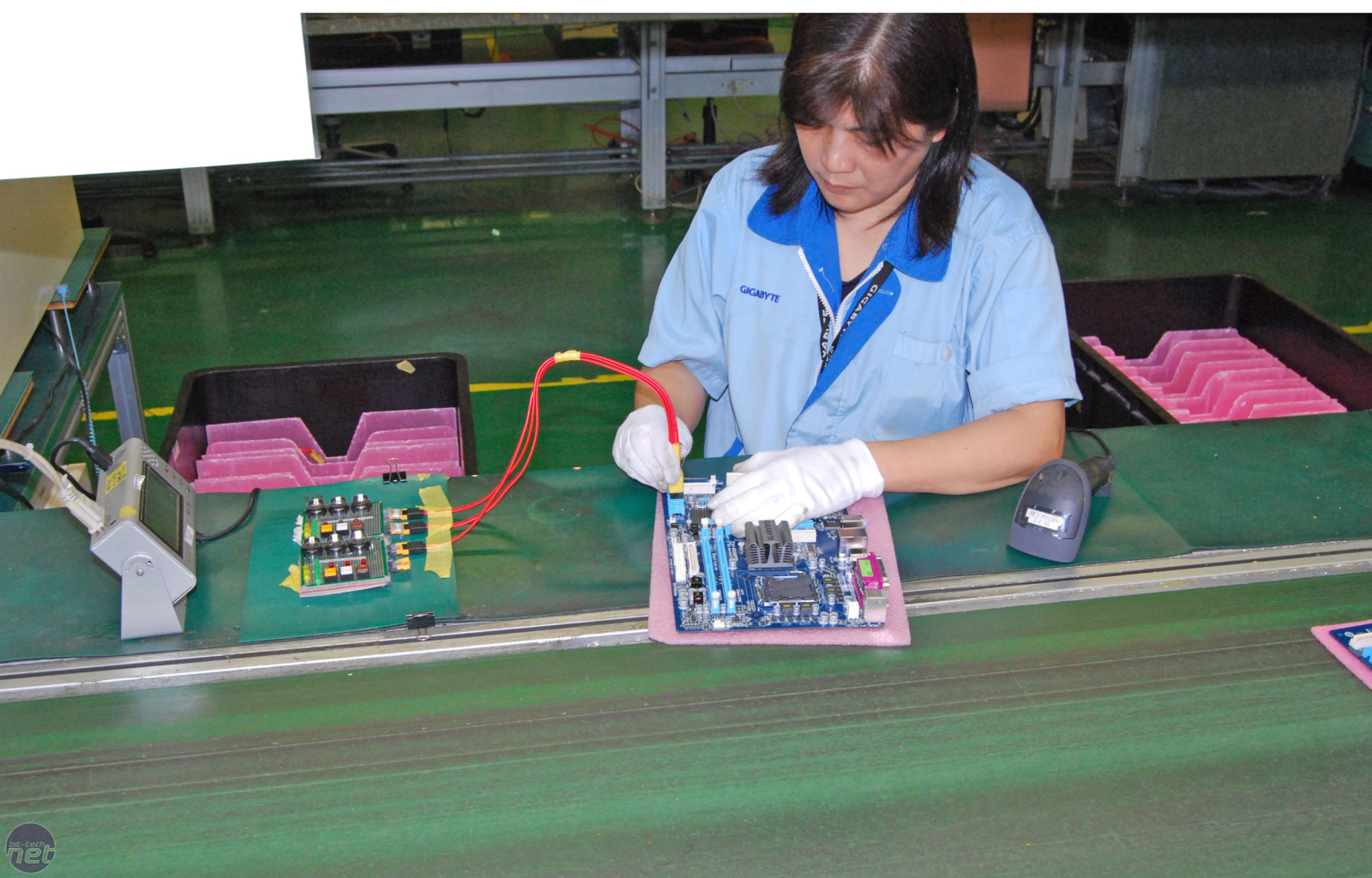
Masks and a simple SATA tester are used to carry out initial quality checks
The boards are then boxed up again and stored in stacks up to five boxes high at the end of the factory, awaiting a more thorough quality-check. It’s testament to how many boards the factory produces that a large portion of this floor is given over to storage of boards; there were hundreds of boards waiting for quality testing when we visited.


Boards are then boxed up to await more stringent tests
To quality-test a motherboard, a worker places the board in what’s called a function test box. These boxes are marvels in their own right, and essentially enable the tester to build a fully functioning PC in a matter of moments. The lid of the box has a number of expansion cards attached to it, which automatically slot into the board's expansion slots when it’s closed.


The function test boxes enable workers to quickly test the functions of the boards
SATA and rear I/O cables are also automatically inserted via levers - these are connected to clamps that hold the SATA connectors in place. The only component that needs to be inserted manually is the RAM, presumably because it requires a degree of force and precision.


This is only one of the many lines of production within the factory
The board can then be booted and tested for faults, where a full function test of every component on the board is carried out in a partially automated procedure. Once a board has passed all these tests, it can then go off to be packed.
RELATED ARTICLES






MSI MPG Velox 100R Chassis Review
October 14 2021 | 15:04

Want to comment? Please log in.